A complete guide to soft pack battery assembly, a must-read for researchers
🔋【Soft-pack battery assembly strategy: "flexible art" that researchers must see】
✨——From aluminum-plastic film to module integration, disassemble the "flexible code" of soft-pack batteries hand in hand!
1. Soft-pack batteries Soft-pack batteries use aluminum-plastic film to replace traditional steel/aluminum shells. With ultra-high energy density (240-250Wh/kg), lightweight (40% lighter than steel shells) and flexible and customizable characteristics, they have become a popular direction for power battery research. Its core advantages are: Safe pressure relief: bulging rather than explosion during thermal runaway, safer laboratory operation; Lamination process: The stacking structure of the pole pieces is stable, and the cycle life is increased by more than 10%; Adaptation to solid-state batteries: Flexible packaging provides an ideal carrier for future solid-state electrolytes.
🛠️ 2. Assembly of core materials The "outer coat" aluminum-plastic film of soft-pack batteries consists of three layers: Nylon layer: impact resistance and deformation resistance; Al layer: blocking water and oxygen, oxidizing at room temperature to form a dense protective film; PP layer: hot-melt packaging, temperature-sensitive adhesive. Scientific research attention: high-end aluminum-plastic film relies on imports (Japan DNP/Showa Denko), domestic substitution requires breakthroughs in uniform composite technology!

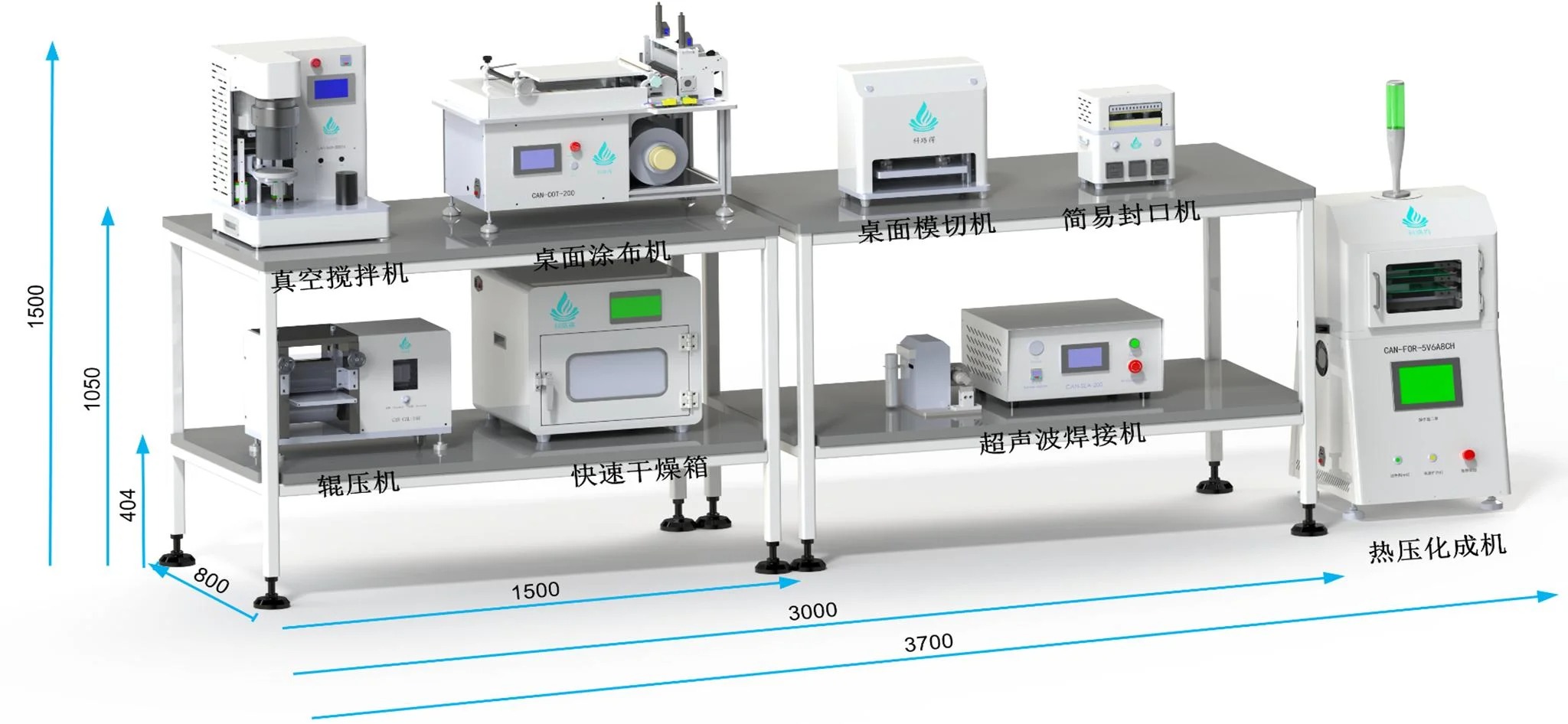
📌 3. The whole process of soft-pack battery cell assembly Step 1: Aluminum-plastic film
punching single pit/double pit: select according to the thickness of the battery cell to avoid the rupture of the aluminum-plastic film (limit thickness ≤20mm); Air bag design: reserve space for gas expansion and optimize thermal management. Step 2: Pole piece stacking and packaging stacking process: divided into Z-shaped stacking and winding stacking, the pole pieces are stacked alternately to reduce winding stress and increase energy density by 5-10%; Heat sealing parameters: temperature 110-150℃, pressure 0.3-0.5MPa, precise control of PP layer melt bonding. Step 3: Liquid injection and formation of low moisture liquid injection: the water content of the pole piece needs to be ≤100ppm, and the dew point of the glove box is <-40℃; After the top and side sealing of the battery cell is completed, there is only one opening on the air bag side, which is used for liquid injection. After the liquid injection is completed, the air bag edge needs to be pre-sealed immediately, also called a seal. Formation is the first charge of the battery cell, and the charging current is very small. The purpose of formation is to form a stable SEI film on the electrode surface, which is equivalent to the process of "activating" the battery cell. Pre-charge and exhaust: The first charge and discharge releases gas to avoid the risk of bulging. Step 4: Tab processing and module integration Multi-tab welding: The tabs of the same group of 3+ cells are bent and welded together to reduce the amount of metal sheets (cost ↓30%); The packaging at the tab position is shown in the circle in Figure 7. During packaging, the PP in the tab glue and the PP layer of the aluminum-plastic film melt and bond to form an effective packaging structure. Conductive sheet reuse: Cutting waste is reused for environmental protection and cost reduction.

🔬 4. Scientific research pitfall avoidance guide Grouping problem: Soft-pack batteries need to be equipped with plastic brackets, and the volume utilization rate is only 65% (square shell reaches 72%). It is recommended to try CTP integrated design; Consistency challenge: The stacking process efficiency is low (1/3 of the winding), and the laser cutting accuracy needs to be optimized; Thermal management optimization: double-sided liquid cooling plate + AI-BMS to solve the fast charging heat dissipation bottleneck.
Canrd Brief Introduce
Canrd use high battery R&D technology(core members are from CATL) and strong Chinese supply chain to help many foreign companies with fast R&D. We provide lab materials,electrodes, custom dry cells, material evaluation, perfomance and test, coin/pouch/cylindrical cell equipment line, and other R&D services.
Email:janice@canrd.com
Phone/Wechat/WhatsApp/Skype:+86 18928276992
Website : www.canrud.com









No comments:
Post a Comment